ここでは、より工程に落とし込んで、Level1(見える化)の進め方を解説します。
本記事で1番重要なパートなので、じっくり読んでいただけるとうれしいです。
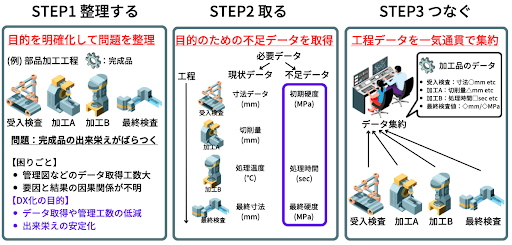
まず初めに、3STEPの結論をいいます。
✅STEP1 “整理する” :目的を明確化して問題を整理
✅STEP2 ”取る”:目的のための不足データを取得
✅STEP3 “つなぐ”:工程データを一気通貫で集約
Level1における効果出しや、第1章で述べた工場DX化のLevel2,3につなげるためには、このSTEP1の整理が最も重要です。
業務品質の8割以上を決めるといっても過言ではありません。
筆者も、ここをおろそかにして、後から足元を救われたことが何度もあります。
3-1. STEP1 ”整理する”
まず初めに、解決したい工程の問題点を明確にしましょう。
本記事では、データを取得していることを前提に話を進めてますが、何故データを取っているのでしょうか。
設備不具合や不良品が全く出ない工程だったら、データ取得や管理の必要はありません。
裏を返せば、管理すべき結果や要因系があるということです。
そのため、今一度、下記を整理する所からはじめます。
✅管理したい結果系データは全て取れているか
✅結果系にひもづく要因系データは取れているか
✅取るべきデータの頻度や精度は必要十分か
上記が一つでも抜けてしまうと、結果何も使えないデータとなってしまいます。
現状、抜け漏れなくデータが取得できているならば、STEP3へ進みます。
3-2. STEP2 ”取る”
STEP1で取得データに抜け漏れがある場合は、愚直にデータを取得しましょう。
データ取得で気を付けるポイントは、下記の2点です。
✅インラインで全数検査するか/アウトラインで抜き取り検査するか
✅製品1ケ1ケに対してデータのトレーサビリティが取れているか
1つ目の視点は極めて重要です。
データが材料ロットで変動する場合は、材料ロット毎の抜き取り検査で取得します。
一方、全数検査が必要だがインライン計測機が存在しないこともあります。
この場合は、全数検査が可能な代替物性の取得を検討します。
2つ目の視点も重要です。
要因系が結果系と1対1で紐づいてなければ、解析しても因果関係を導けません。
製品にQRコードを印字し読み取る手法や、物体固有の”指紋”をAIで検出し、印字レスで識別する手法などもあります。
ぜひ、様々な手法を検討してください。
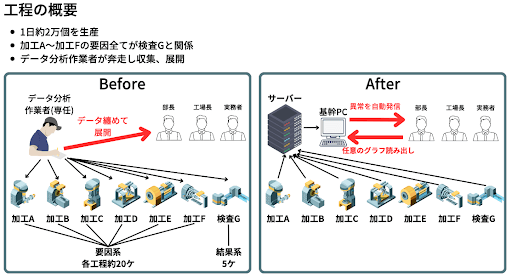
3-3. STEP3 ”つなぐ”
最後は、工程間のデータを集約し、一元化します。
✅ネットワークやサーバー等のインフラ整備
✅集約したデータを市販ソフトを活用してグラフ化・解析
データの転送や集約は、自社のネットワークやデータ取得頻度に適した最適な方法で構築してください。
また、集約したデータを、どのようなソフトで処理し活用するかも検討していきます。
モノ作り業界においてビックデータ収集や解析が進んでいる半導体業界では、YDC SONAR*が有名です。*https://www.ydc.co.jp/service/sonar/ydcsonar.html